Le procédé carbone : un collage qui dépend du support
Le renforcement structurel par fibres de carbone est devenu une technique standard pour augmenter la capacité portante d’une structure existante sans la démolir. On parle de plats carbone (lamelles préfabriquées) ou de tissus TFC (tissus de fibre de carbone) collés à la résine époxydique sur les éléments de béton armé que l’on souhaite renforcer. Les applications sont multiples : ponts et ouvrages d’art, planchers de parkings, balcons, dalles d’immeubles, poutres et colonnes. L’intérêt est immense quand on veut éviter une démolition.
Mais le succès dépend entièrement d’une chose : la qualité du collage entre la résine et le béton. Si la cohésion superficielle du béton est inférieure à 1,5 MPa, le composite carbone se décolle sous charge et la rupture se fait au niveau de l’interface, pas dans le matériau composite lui-même. Le renforcement devient inefficace, voire dangereux. C’est pour cela que les bureaux d’études exigent un contrôle de cohésion par essai d’arrachement avant chaque opération de collage.
Préparation de surface béton avant plats carbone
Pour atteindre cette cohésion supérieure à 1,5 MPa, il faut retirer la couche superficielle de laitance, abattre les balèvres, ouvrir les pores du béton et révéler les granulats. Les fabricants de résines époxydiques structurelles (Sika, Mapei, Freyssinet) exigent tous le même profil mécanique : un CSP 3 à 5 selon le nuancier ICRI (International Concrete Repair Institute), c’est-à-dire une rugosité ouverte mais non agressive, reproductible, contrôlable au nuancier tactile avant collage.
L’enchaînement terrain est rabot puis ponçage. Le rabot brushless (Écureuil ou Castor) abat en premier les balèvres et les arêtes saillantes de coulage, ces reliefs que le ponçage seul ne corrige pas bien. Le ponçage prend le relais avec un plateau diamant à liant métallique, en plusieurs passes de grain croissant : grain 16 à 30 pour attaquer la laitance et ouvrir le béton sur 1 à 2 mm, grain 30 pour la régularisation, grain 60 pour affiner la rugosité jusqu’au CSP visé. Chaque passe se contrôle au nuancier CSP ICRI par comparaison tactile, validation du bureau de contrôle avant application du primer.
Sur les éléments horizontaux supérieurs (chapes, dalles), le travail se fait avec une ponceuse de sol classique. Mais la majorité des renforcements carbone concerne les éléments en sous face : poutres maîtresses, dalles de plancher, balcons. Et là, le ponçage devient un cauchemar physique. Tenir une ponceuse à bras tendus pendant des heures n’est pas tenable, même pour un opérateur entraîné. C’est précisément le problème que Sept Tools a résolu avec sa chaîne d’outils anti-pénibilité dédiée au ponçage plafond.
Pourquoi le ponçage plafond change tout
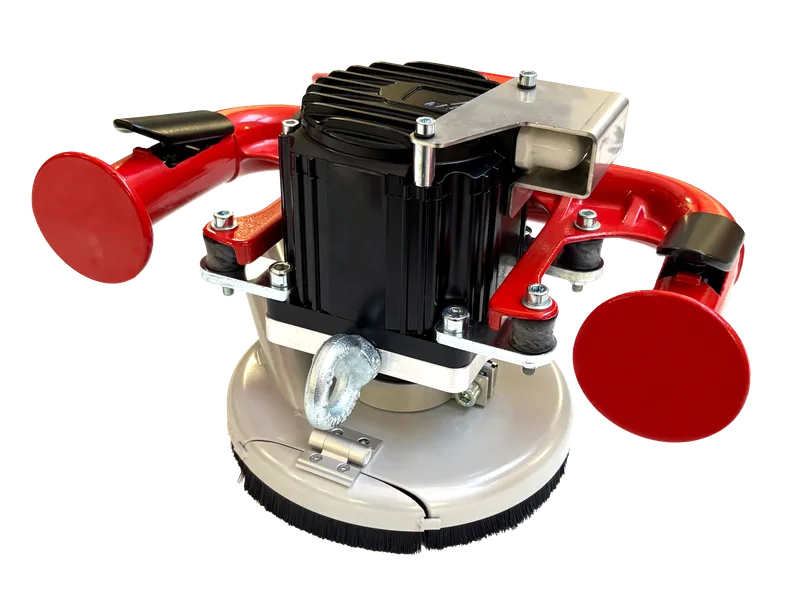
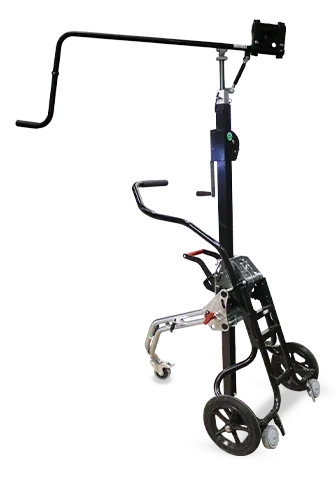
La Fouine XB165, équipée d’un moteur brushless 1600 W et d’un plateau 165 mm, pèse 3,9 kg, le minimum absolu pour ce type de machine. Mais 3,9 kg multipliés par 5 heures de travail au-dessus de la tête, c’est l’équivalent énergétique d’un sprint de 30 minutes pour les épaules. L’Eland Bras de Ponçage prend en charge ce poids : un bras articulé monté sur trépied porte la ponceuse et la maintient en contact avec le plafond. L’opérateur ne fait plus que la guider.
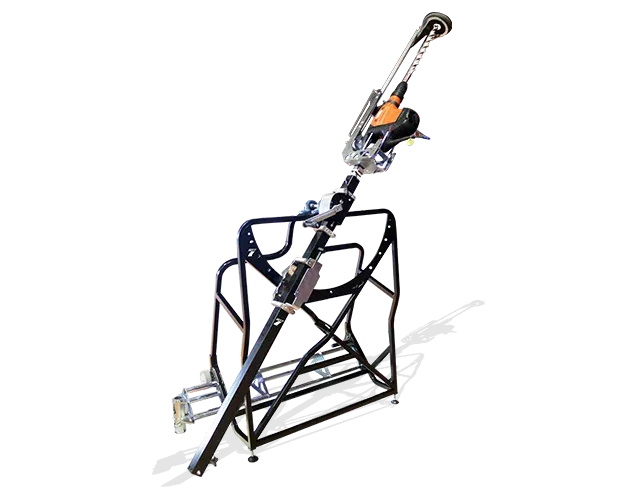
Sur les grandes surfaces continues ou les zones difficiles d’accès, on complète avec la Gazelle, qui maintiennent la ponceuse au contact de la surface sans effort musculaire. L’opérateur ne fait que contrôler l’avancement et la pression. Avec ces outils combinés à l’aspirateur classe H, un seul opérateur prépare entre 45 et 60 m² de plafond par jour, contre 15 à 20 m² avec une solution traditionnelle. Sur un chantier de renforcement d’un pont autoroutier de 800 m², le gain est de plusieurs semaines.
Les ancrages : la deuxième révolution
Une fois la surface préparée, il faut souvent ajouter des ancrages mécaniques en complément du collage. Sur une dalle ou une poutre renforcée, cela peut représenter plusieurs dizaines voire plusieurs centaines de perçages, avec des espacements précis dictés par le bureau d’études. La méthode classique (perforatrice à main, point par point) est d’une lenteur démoralisante.
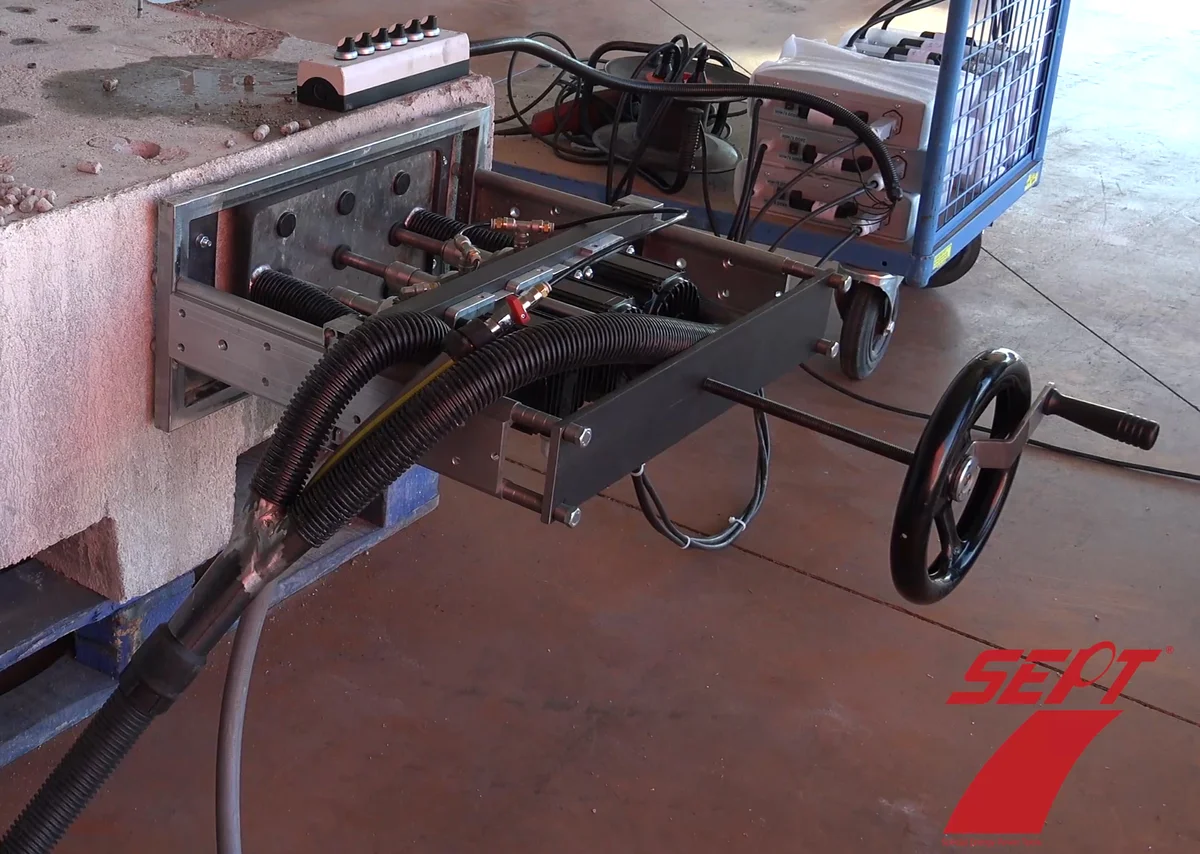
La foreuse multiple 6 têtes Sept Tools change la donne. Six perçages simultanés, alignement parfait, couple constant grâce au moteur brushless. Sur un chantier de renforcement de parking, on est passé de 320 perçages par jour à plus de 1 800 perçages par jour avec cette machine. Et sur les zones de bord où la foreuse multiple ne passe pas, la foreuse périmétrique prend le relais avec une logique similaire : forage de précision, productivité élevée, fatigue divisée.
L’aspiration et la conformité silice
Le ponçage et le perçage du béton armé libèrent de la silice cristalline. Depuis le décret 2021-434, la VLEP française pour la silice alpha-quartz est de 0,1 mg/m³ sur 8 heures, et plusieurs États européens visent 0,05 mg/m³ d’ici 2027. Aucun chantier de renforcement carbone ne peut s’envisager sans aspiration classe M minimum, classe H pour les opérations longues. L’IU33 Longopac couvre tous les besoins, avec un ensachage hermétique qui évite tout contact opérateur lors du vidage.
Sept Tools comme partenaire technique
Au-delà du matériel, Sept Tools intervient en amont des chantiers de renforcement carbone. Nos ingénieurs accompagnent les bureaux d’études et les entreprises spécialisées sur la définition de la méthode de préparation, le choix des plateaux diamant adaptés à la dureté du béton, la mesure de cohésion superficielle après ponçage et la fourniture des fiches techniques pour les bureaux de contrôle. Cette approche service est ce qui fait la différence sur des chantiers où chaque erreur coûte des dizaines de milliers d’euros en reprises.